
DATA COLLECTOR - scalable, high-performance data infrastructure
Create a unified data base by connecting your machine controllers with the Data Collector - using a variety of protocols.
Connect inventory controls and collect machine data at high frequency
A high-performance data infrastructure for the acquisition and processing of machine data
Read machine data via a wide variety of protocols
Support for a wide range of protocols gives you full flexibility in connecting your machines. Read data from any source such as sensors, machine or robot controllers (PLC, RC, CNC).
- High-frequency sampling of signals in the millisecond range
- Support of proprietary protocols for the connection of controllers such as Siemens S7, Beckhoff or Codesys
Overview of all supported protocols
Scale your machine connections
Configure and manage any number of Data Collector instances on edge devices. Configure and monitor data connections through a central interface.
The tedious management of individual instances per edge device is no longer necessary.
= Reduction of the administrative effort of your data connections
Use a central interface to provide machine data
The machine data is stored in a high-performance time series database.
Use the collected data with the help of an API (REST, streaming) and thereby make it available to other systems.
Data pre-processing functions simplify the use of data.
= The history of the raw data is easily and performantly available
Advantages of DataCollector
Reading of high number of signals in the millisecond range
Brownfield integration through support of various protocols
Scalability through simple, central configuration
Data Collector solves these production problems.
- Central tool for collecting machine data from a wide variety of sources on the shop floor
- Connection of various PLCs from different manufacturers and generations
- High-frequency acquisition of machine data without influencing the production process
- Acquisition of data without adaptation to controls themselves
- Minimum network traffic
- Reliable data through synchronization of data sources
- Secure communication
All features of Data Collector
Reading machine data
Reading machine data
The DataCollector supports a wide range of protocols for reading machine data.
In addition to machine-to-machine protocols such as OPC-UA, a strength of the DataCollector is its support for a wide variety of proprietary protocols (such as Siemens S7 or Beckhoff TwinCAT).
The reading of the machine data is designed for performance in order to be able to read data at the highest possible sampling rate.
Central management
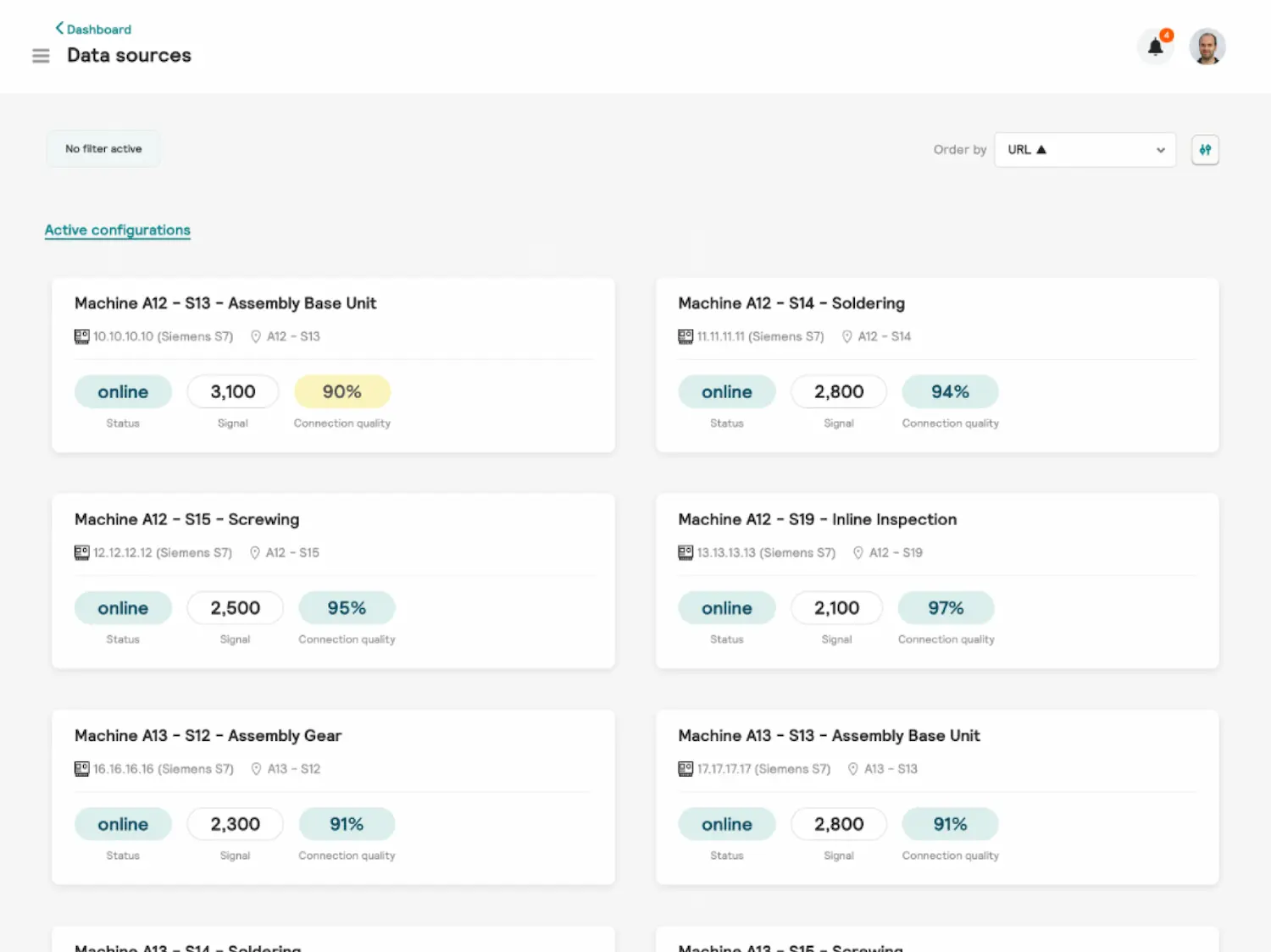
Central management
Manage and configure any number of DataCollector instances via a central interface (web application or API).
You don't have to configure each DataCollector individually and laboriously access each edge computer.
By reducing administrative overhead, DataCollector can be rolled out across entire factories at scale.
.webp)
Data preprocessing
Data preprocessing
The recorded raw data is pre-processed directly "at the edge". In this way, we increase the performance of data provision and reduce the data traffic generated.
Feature Engineering
Feature Engineering
Transform raw data with complex rules to create new statements.
This way you can apply a mathematical operation on a signal to give it a new meaning.
Features are calculated live and can be accessed via a streaming and REST interface.
.webp)
Signal Viewer
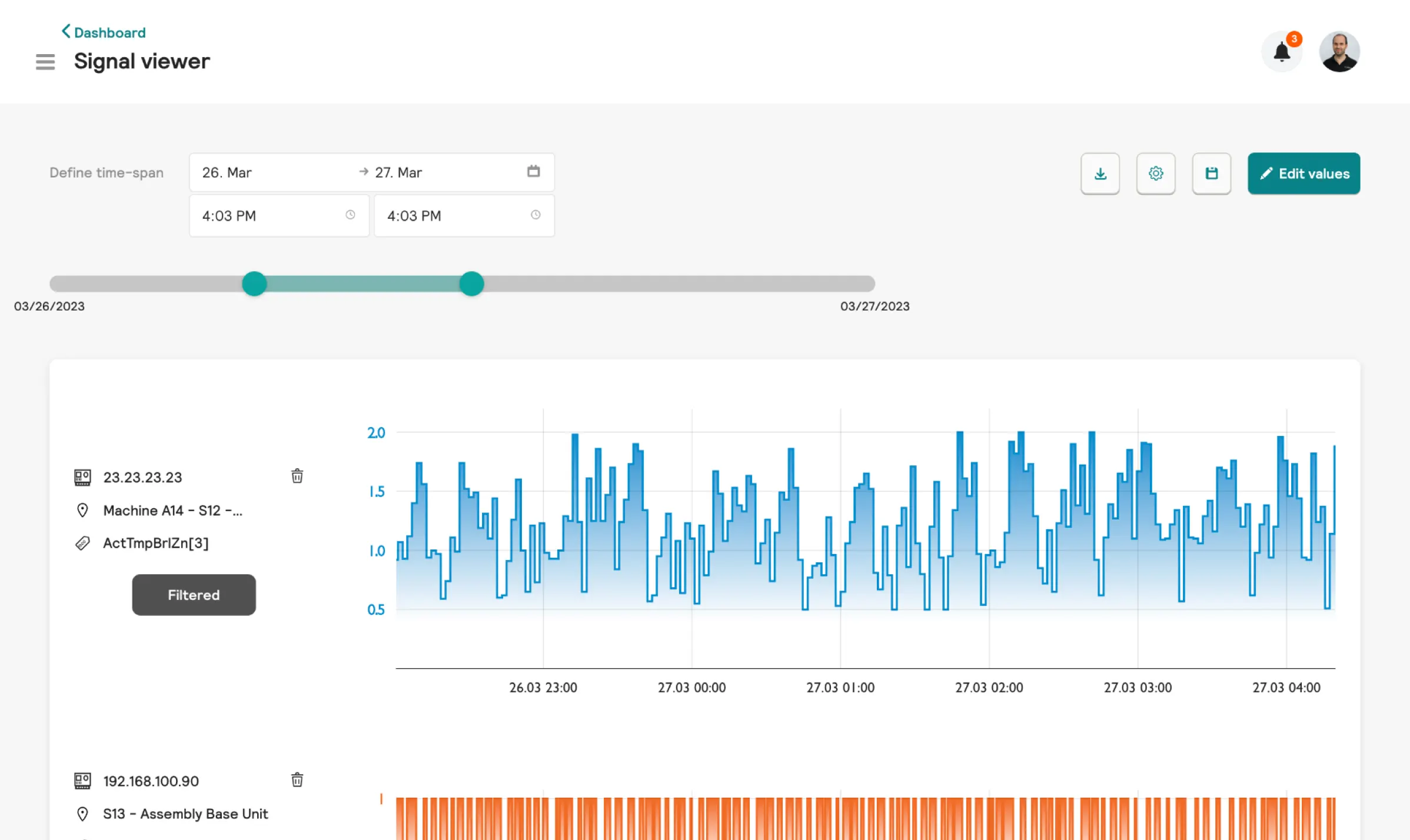
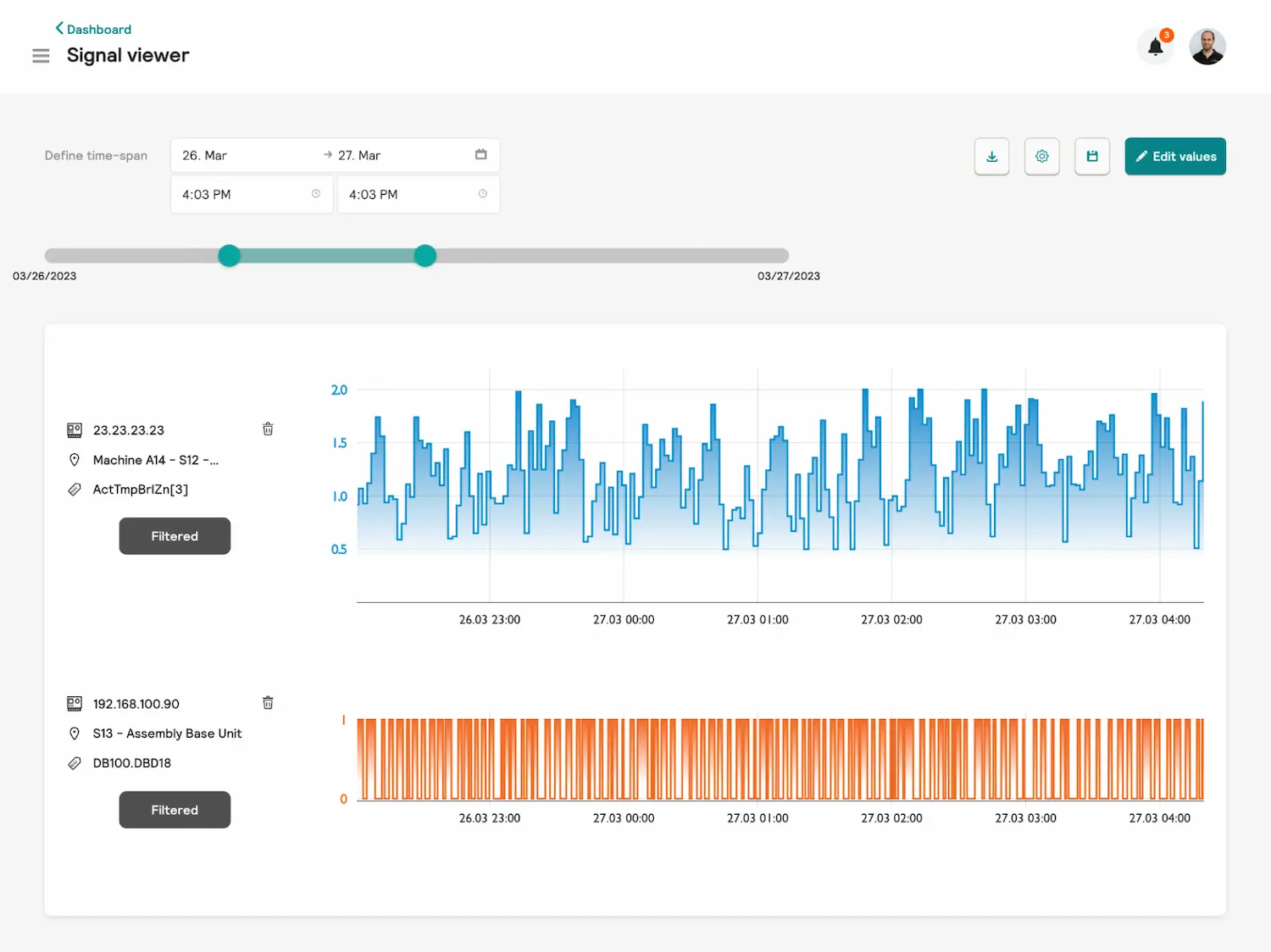
Signal Viewer
The Signal Viewer displays signal values. This allows you to track the value progression over time and draw conclusions about the process behavior.
In addition, statistics and histograms give you further possibilities to understand the signal behavior.
.webp)
Time series database
Time series database
The signal values are stored in a high-performance time series database so that you can access the historical signal values at any time.
You can retrieve the data via an API.
API
API
Use the REST and streaming API to interact with the DataCollector. Retrieve signal values or adjust the configuration programmatically via a standardized interface.
This allows you to integrate our solution with existing systems.
Interface
Security
Add ons
Supported systems and interfaces
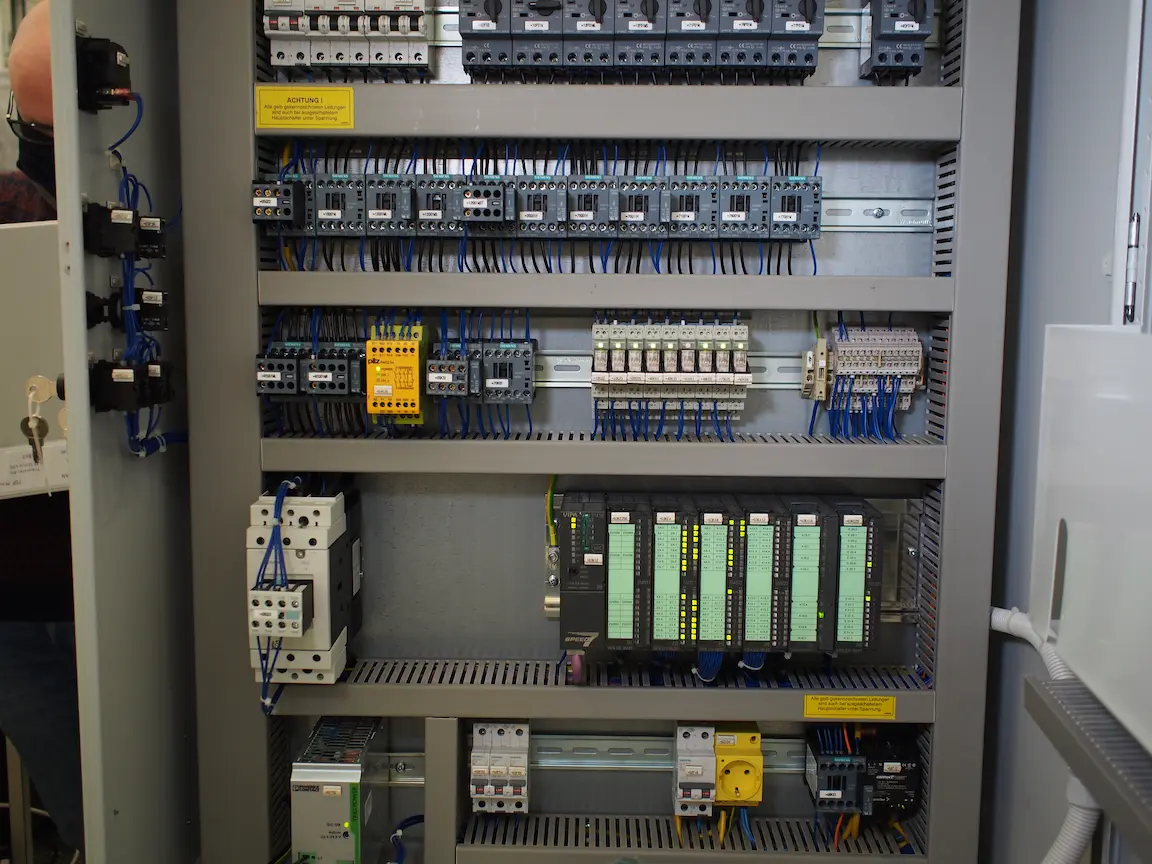
Use our high-performance edge device.
- Modern hardware with Intel i7 processors (up to 8 cores) and up to 32GB memory
- Variety of (network) interfaces
- Industry-ready for DIN control cabinet integration
- Ready configured delivery with Data Collector software

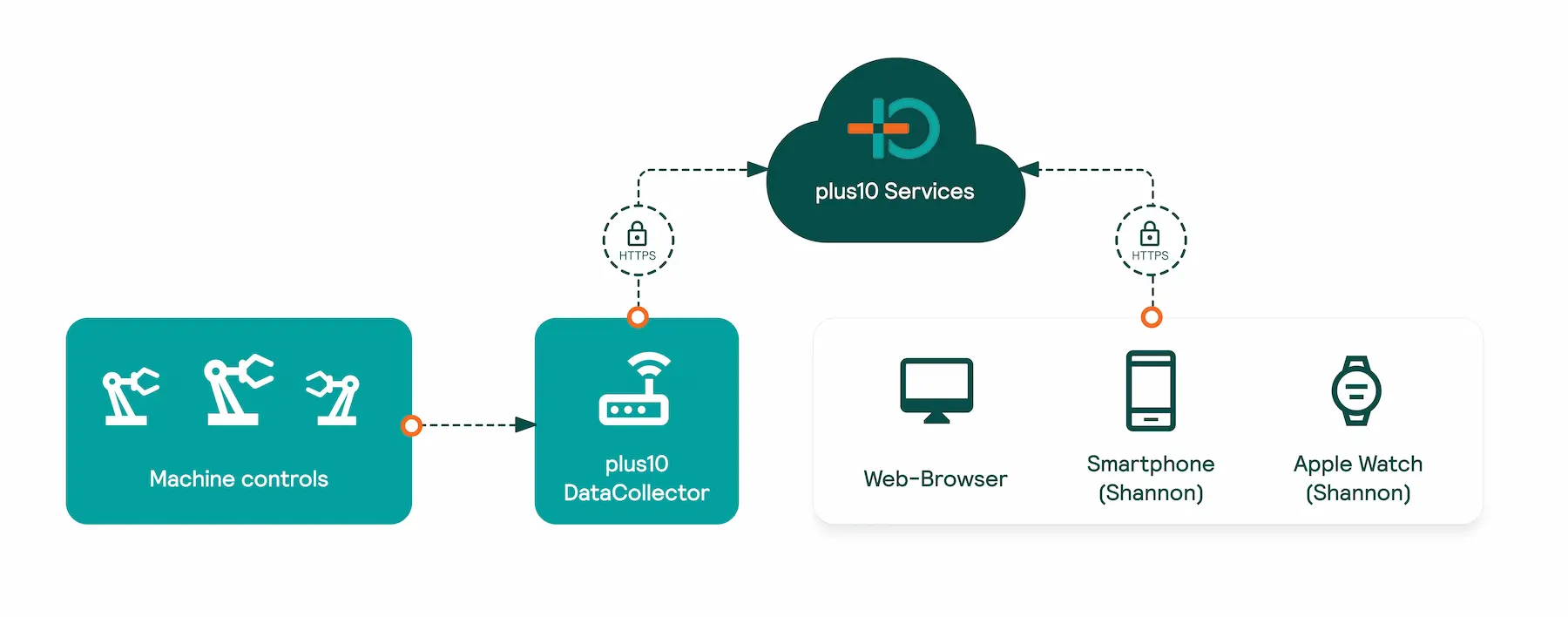
A scalable IT architecture with central backend and any number of edge deployments
The plus10 IT architecture consists of the central Software as a Service instance and any number of edge computing units that collect data from machine controllers.
What our customers & partners say
Shannon® at KIEFEL
“Shannon® meets the expectations our customers have today for intelligent solutions: Expert knowledge is directly accessible via a digital assistant and supports commissioning, service, and application engineering. At the same time, the system allows customers to contribute their own expert knowledge and continuously expand it—this creates a high degree of flexibility and additional scope for individual requirements. Thanks to the agile collaboration with plus10, the implementation of Shannon® during our test took less than four months—from the initial coordination to productive use with live-generated solution proposals.”
Anja Voglmaier, Project Management Engineer at Kiefel
Expert knowledge available as needed and continuously expandable
Shannon® at ZAHORANSKY Automation & Molds
"Shannon® is exactly what we need to compensate for the lack of skilled workers. It allows us to share situational solutions and tips more quickly with the customer's production team on site during commissioning across all shifts, thereby achieving stable processes. Even less experienced colleagues on the customer side can be trained more quickly and deployed productively with Shannon®—with fewer queries, less remote support, and ultimately more satisfied customers."
Quick commissioning, less remote support
Hopper at ZAHORANSKY Automation & Molds
"Hopper analyzes combined machine and material data for us over the last three months, which provides transparency that we didn't have before. The ad hoc evaluation is particularly helpful for difficult materials such as COC or COP. The AI provides specific counterproposals, which saves a tremendous amount of time and waste."
Sven Walz, injection molding process expert at ZAHORANSKY
20% shorter ramp-ups and 10-17% less waste during production start-up

Shannon® at ZAHORANSKY
"Shannon® is exactly what we need to compensate for the lack of skilled workers. It allows us to share situational solutions and tips more quickly with the customer's production team on site during commissioning across all shifts, thereby achieving stable processes. Even less experienced colleagues on the customer side can be trained more quickly and deployed productively with Shannon®—with fewer queries, less remote support, and ultimately more satisfied customers."
Quick commissioning, less remote support


Shannon® & Darwin at M10 Solar Equipment
- Virtual commissioning of a fully automated solar module production plant with plus10 tools (hardware-in-the-loop simulation) with seven newly developed processes
- Full transparency regarding system behavior and optimization potential in terms of availability and performance
- Faster start-up and smooth handover to operating personnel thanks to virtually trained plus10 tools
Impact: rapid ramp-up and full transparency regarding plant behavior

Shannon® at AUMOVIO
- Problem: Short stops, unplanned downtime, and lack of real-time transparency in highly automated display final assembly lines.
- Solution: AI-supported shop floor with plus10-Shannon®
- Implementation on 40+ highly automated display final assembly lines in more than 4 plants
- Result: up to 5% higher availability through data-driven, proactive production optimization
Impact: +5% OEE, -6% MTTR (Mean Time To Repair)
.png)
Shannon® at Vetter Pharma
“For us, plus10 Shannon® is a solution for state-of-the-art plant and machine systems, as it automatically breaks down complex and interlinked plant conditions into easy-to-manage troubleshooting tasks for the operator. It thus represents an essential step in simplifying modern plant systems for the operator.”
Dr. Uwe Remminghorst Vice President Production, VETTER Pharma
Impact: reduced complexity through automated, user-friendly troubleshooting tasks

Integration of Shannon® at Roche Kaiseraugst
"In just three months, we successfully implemented the IT/OT integration of Shannon® and the necessary risk assessment at our pharmaceutical secondary packaging facility in Kaiseraugst. I was impressed by the speed and professionalism of the plus10 team!"
Gerrit Börner, Unit Lead Data Analytics & Deployment @ F. Hoffmann-La Roche
Time to Value < 3 Monate

Shannon® at Boehringer Ingelheim
"The decision to collaborate with plus10 has proven to be a promising project from day one. The company's solution-oriented approach is reflected in the cooperation and in the Shannon® product, a shop floor tool for establishing knowledge management solutions in production. The increased robustness of our highly automated packaging machines is based on the successful interaction between our machines and our employees. Shannon® provides us with a special interface here."
Daniel Kind Head of Packaging Inhalation Products
Impact: Robust packaging machines thanks to efficient human-machine interaction

Shannon® at YPSOMED
"The Shannon® worker assistance system was implemented by plus10 at the machine manufacturer's highly automated assembly line even before FAT. By using the software, we were able to obtain valuable and detailed information about any malfunctions that occurred, as well as their precise duration and number, during FAT and commissioning. Shannon® thus enabled a significantly more transparent and effective commissioning of the plant."
Mathias Hollop-Wünschkowski, Industrial Engineer & Optimization
Impact: transparent and efficient plant ramp-up

Hopper at Freudenberg Sealing Technologies
"The plus10 Hopper runs with its parameter suggestions on our injection molding machines and ensures higher output. It supports our setup engineers in fine-tuning machine settings and troubleshooting specific problems to increase and stabilize efficiency across all shifts in our complex elastomer injection molding processes."
Andrea Botta, Process Engineering Manager at Freudenberg Sealing Technologies
Increased output and stabilization across all layers, as well as reduced setup times

Hopper at ZAHORANSKY Automation & Molds
"Hopper analyzes combined machine and material data for us over the last three months, which provides transparency that we didn't have before. The ad hoc evaluation is particularly helpful for difficult materials such as COC or COP. The AI provides specific counterproposals, which saves a tremendous amount of time and waste."
Sven Walz, injection molding process expert at ZAHORANSKY
20% shorter ramp-ups and 10-17% less waste during production start-up
Data Collector at vileda
- Creation of a high-frequency Big Data infrastructure and data mapping for injection molding machines.
- Implementation of data interfaces to various control systems (Demag injection molding machines, in-mold sensors and other external sensors)
- Creation of a virtual track & trace system for tracking individual parts after injection molding
Impact = building a high-frequency data infrastructure as the basis for machine learning models.

Shannon® at Freudenberg Filtration Technologies
- Fully automated production line for automotive cabin air filters, consisting of 21 processes
- 80 situational solution suggestions generated during the initial test phase and actively used for operational troubleshooting
- 22 quantified and prioritized technical optimization measures for medium-term optimization and maintenance measures
Impact = Transparency about short stops with technical cause assignment, which in total cost 9% of the production time

Darwin at Schwarzkopf
- Fully automated and interlinked filling and packaging line for consumer goods (0.17 sec. cycle time)
- Detailed transparency of downtime per shift at station level for effective shift handover and basis for conceptual optimization
- Faster root cause identification in the optimization process and in the event of downtimes thanks to visualization of the signal behavior
Impact = up to 17% potential for throughput increase identified

Darwin at Haselmeier
- fully automated assembly line for the production of self-injection pens (cycle time less than 5 sec.)
- Identification and quantification of the causes for availability and performance degradation
- Trend analysis on fault occurrence and problem resolution times for each individual cause of loss
Impact = Uncovering of OEE potential greater than 10%.

Shannon® at Peri
- Fully automated production line for safety-critical scaffold decking consisting of 34 process steps with 11 second cycle time
- Implementation and operation of Shannon® in multi-shift operation
- High-frequency connection of all machine controllers involved (various PLCs, RC, motion, welding and test controllers) as a fused live data basis
- Generation of over 50 solutions during implementation phase for situational problem solving with Shannon®.
Impact = data-based transparency on all relevant machine faults including localization and prioritization

Shannon® at ebm-papst St. Georgen
- Automated production line for assembling mechatronic automotive components with 14 stations and 15 controllers
- Real-time fault detection via Shannon® smartphones for line operators
- Real-time notifications of material requirements for logistics personnel on the line via Shannon® @ Smartwatches
Detailed analysis at station level -> Reduction in cycle time

Shannon® at Schott Schweiz AG
- Fully automated production line for syringes (GMP-compliant medical environment)
- Shannon® resulted in less time waiting for experts to be called for more complicated problems
- Transparency about the frequency of problems and solutions used, e.g. to measure the effectiveness of remedial measures for recurring faults
Impact = 6%. more OEE and reduction of productivity variation by 30%.

Request a free use case evaluation now.
- Product presentation with demo
- Roadmap for problem solving
- Holistic evaluation of the approach

More products from plus10
You have questions? We have answers!
And if you have any further questions, please feel free to contact us.
plus10 collects the data directly from all integrated machine controllers (PLC, NC), robot controllers (RC), etc. of a production machine or from all controllers integrated in a production line. To do this, we use our plus10 DataCollector to acquire high frequency data from all PLCs, NC and/or RC involved. So far we can collect high frequency machine data with different manufacturer specific PLC protocols and we are continuously adding more controllers. Find out more about the controllers we support here or ask us about compatibility with your specific controller type.
If you already have a powerful IT infrastructure installed in your factory, we also offer the connection to your middleware.
Basically plus10 collects and processes all data of the machine control (PLC) of the production machines or the production line in high frequency. The high sampling rate (we are talking about milliseconds) is necessary to detect and assign the causes of problems and not only their consequences. In some cases the RC and NC data of e.g. handling robots are additionally required. In the standard case, no additional sensors or cameras need to be installed.
The plus10 software tools are flexible in terms of IT infrastructure. Data acquisition and pre-processing runs continuously locally, e.g. on an Industrial Edge Device or a virtual machine within the machine control network. For the next processing step, plus10 adapts to your preferred solution: We can provide a cloud environment for our software tools or they can run on a virtual machine on-premise in your existing in-plant data center. Both are possible and we have experience with both options.