
HOPPER - the online quality optimizer
Automatically generated suggestions for parameter optimization help you reduce scrap and cycle time in the injection molding process.
.webp)
Reduce scrap in the injection molding process - with Hopper!
Our AI models continuously learn the optimal process parameters to adapt the production process to changing conditions at any time.
Have parameter adjustments automatically suggested to you
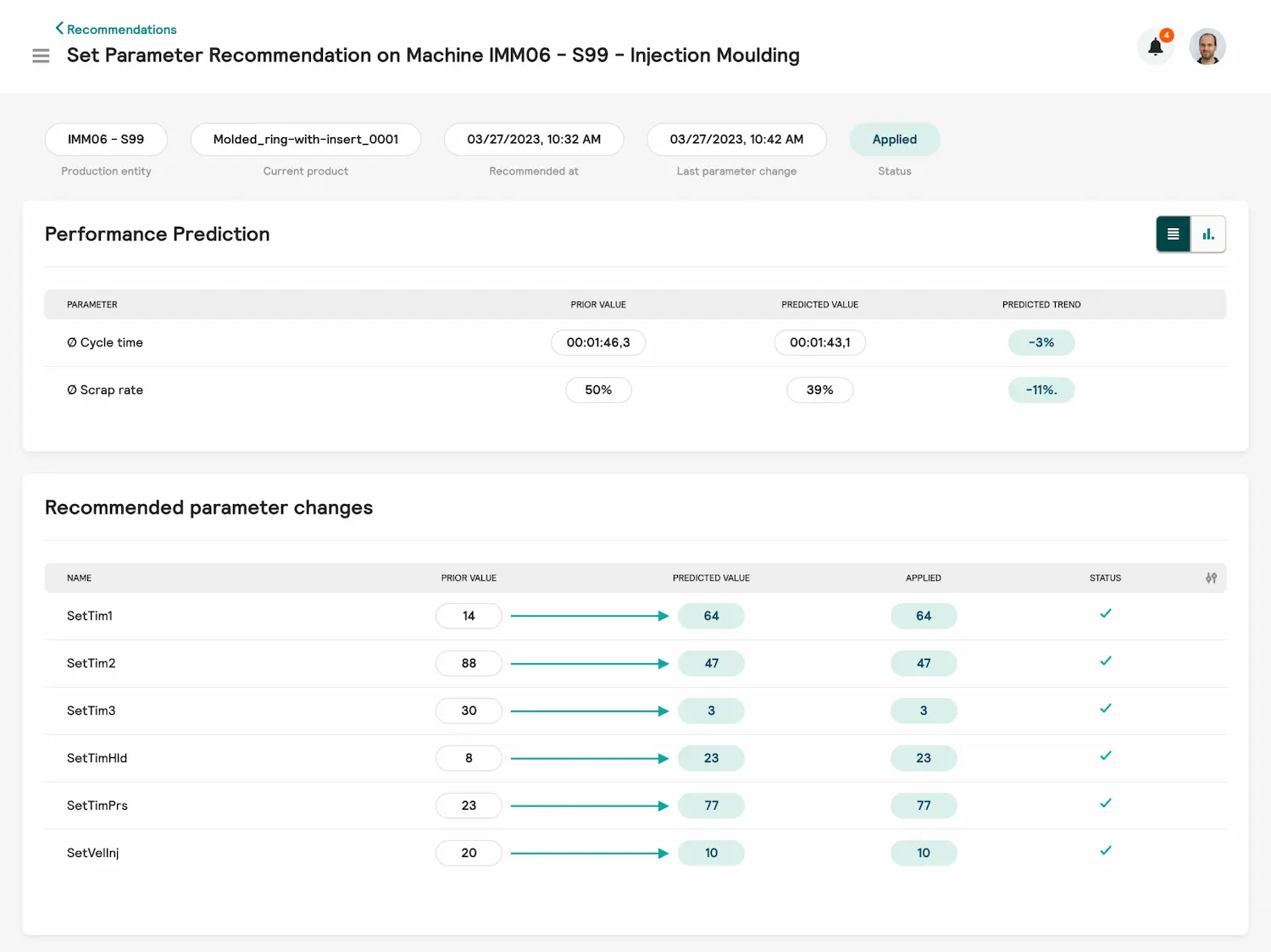
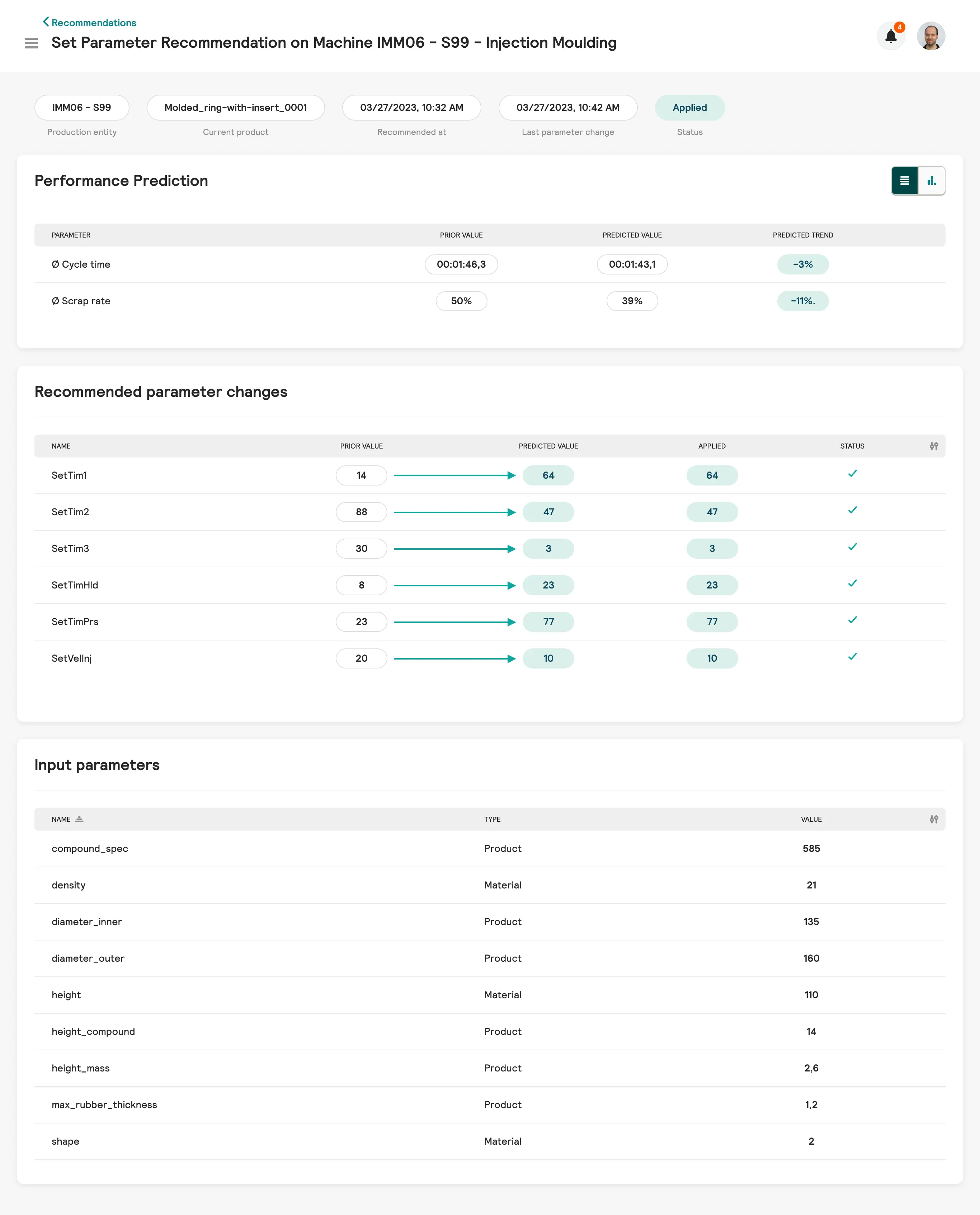
Hopper continuously analyzes the influencing variables of the injection molding process and suggests situational adjustments to set parameter - with the aim of keeping scrap and cycle time as low as possible.
- Consideration of material, process and environmental data
- Receive recommendations in the browser or on a mobile device via push message
= Continuous reduction and stabilization of scrap rate and cycle time
Our AI models are continuously learning
Hopper continuously tracks the influencing variables of the injection molding process and uses a (virtual) quality label to continuously adjust the optimization models according to the situation.
This means that it is also possible to react to changing conditions, such as new products or new materials. The models are transferable to the same machines.
= Continuous reduction and stabilization of scrap rate and cycle time
Closed-loop optimization through automatic parameter adjustment
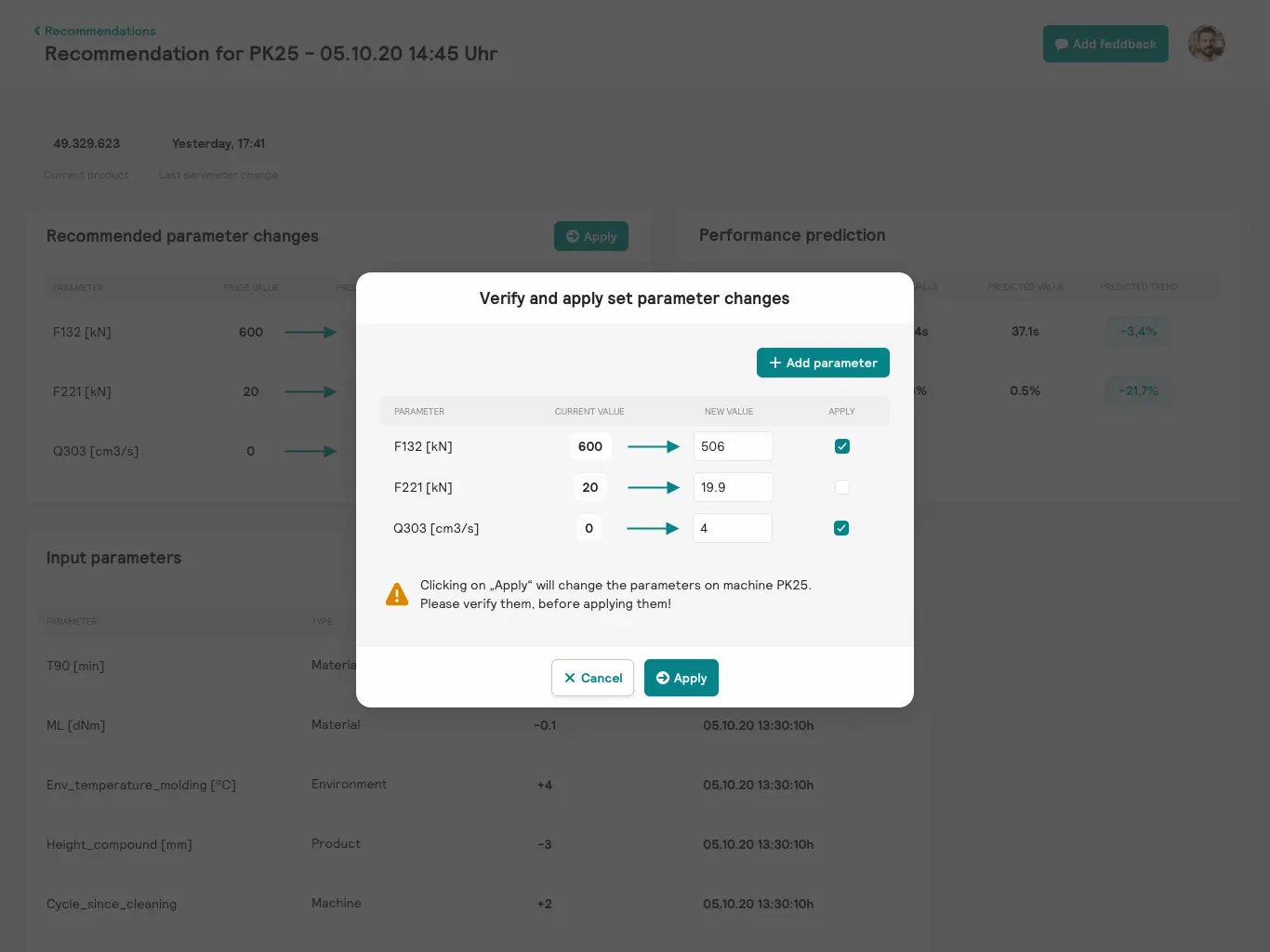
Apply parameter adjustment suggestions directly - Hopper writes the parameters directly to the machine controller.
This eliminates the need for manual adjustment by a machine operator.
- Automatic application of parameter adjustments
- Verification by user required
= Reduction of the operating effort of injection molding machines
Hopper advantages
5-20%
Reduction of rejects
Up to 20%
Reduction of the cycle time or process phase
10 - 30%
Extension of the multi-machine operation
Hopper solves these production problems.
- Optimum set parameter in elastomer and thermoplastic injection molding and for materials that are difficult to process, such as those with high recycled content.
- Situational reaction to raw material batch variations e.g. with different drying, temperature, MFI change, with recyclates (PCR) or different elastomer batches.
- Simplification of multi-machine operation through situational suggestions for all connected machines

All features of Hopper
Set parameter optimization
Set parameter optimization
Hopper continuously analyzes the influencing variables of the injection molding process and suggests situational adjustments to set parameter - with the aim of keeping scrap and cycle time as low as possible.
- Consideration of material, process and environmental data
- Receive recommendations in the browser or on a mobile device via push message
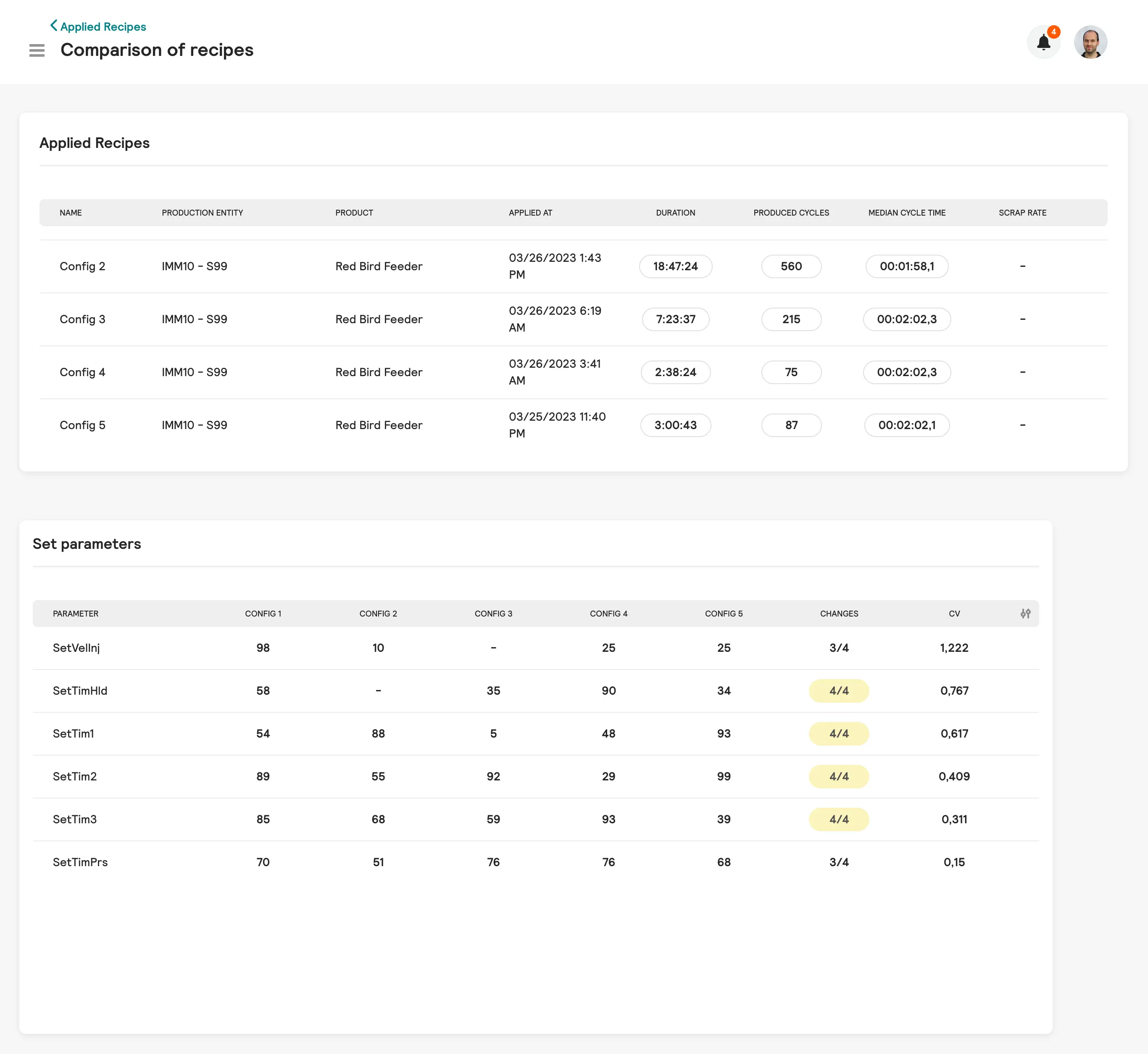
Recipe comparison
Recipe comparison
Compare applied recipes in terms of KPIs and different setting parameters.
Get an overview of which recipes worked and how well.
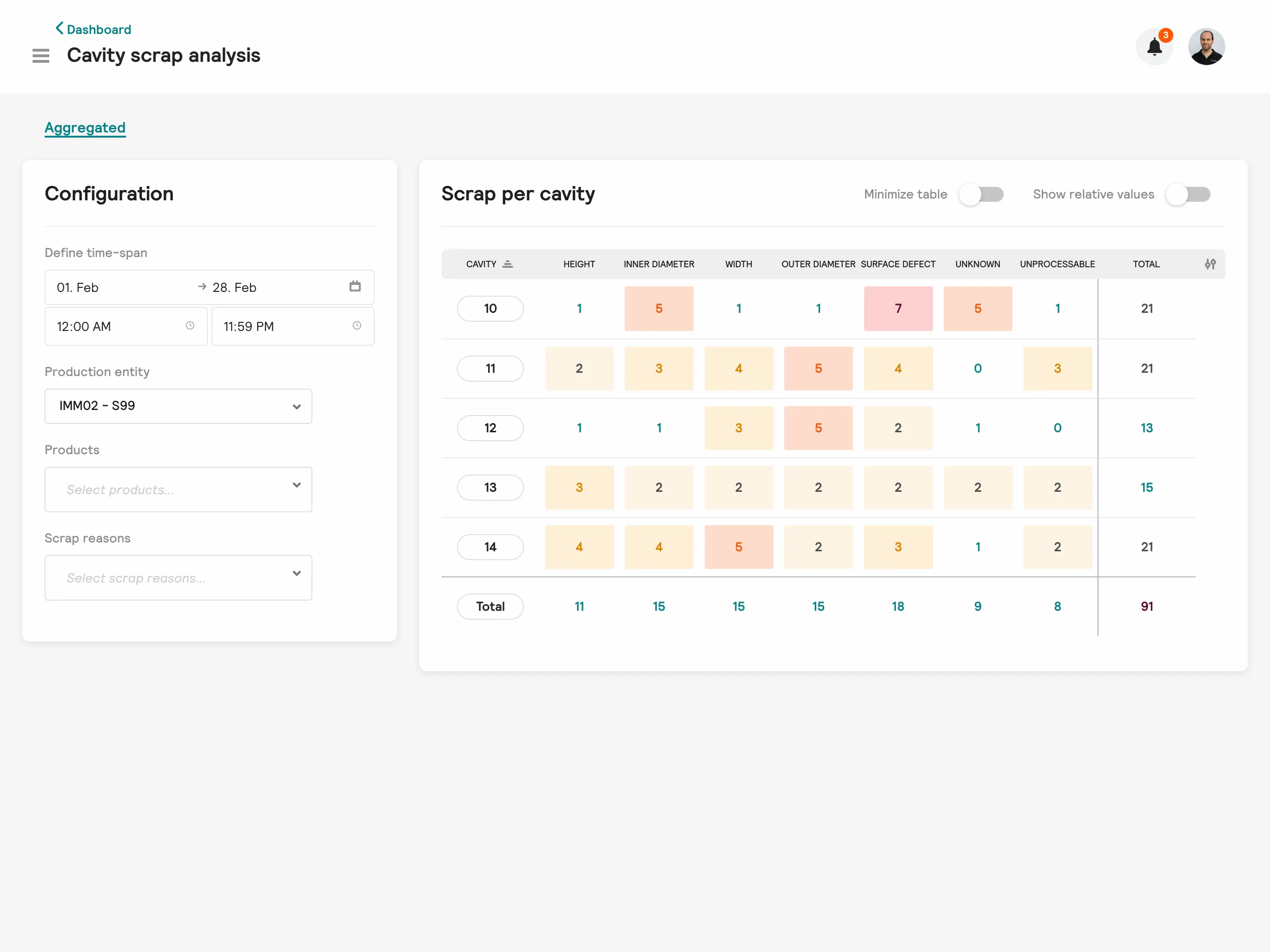
Scrap evaluation
Scrap evaluation
Analyze rejects occurring in the injection molding process, broken down by reason for rejection and cavity.
This allows you to precisely identify problem areas and initiate optimization measures with precision.
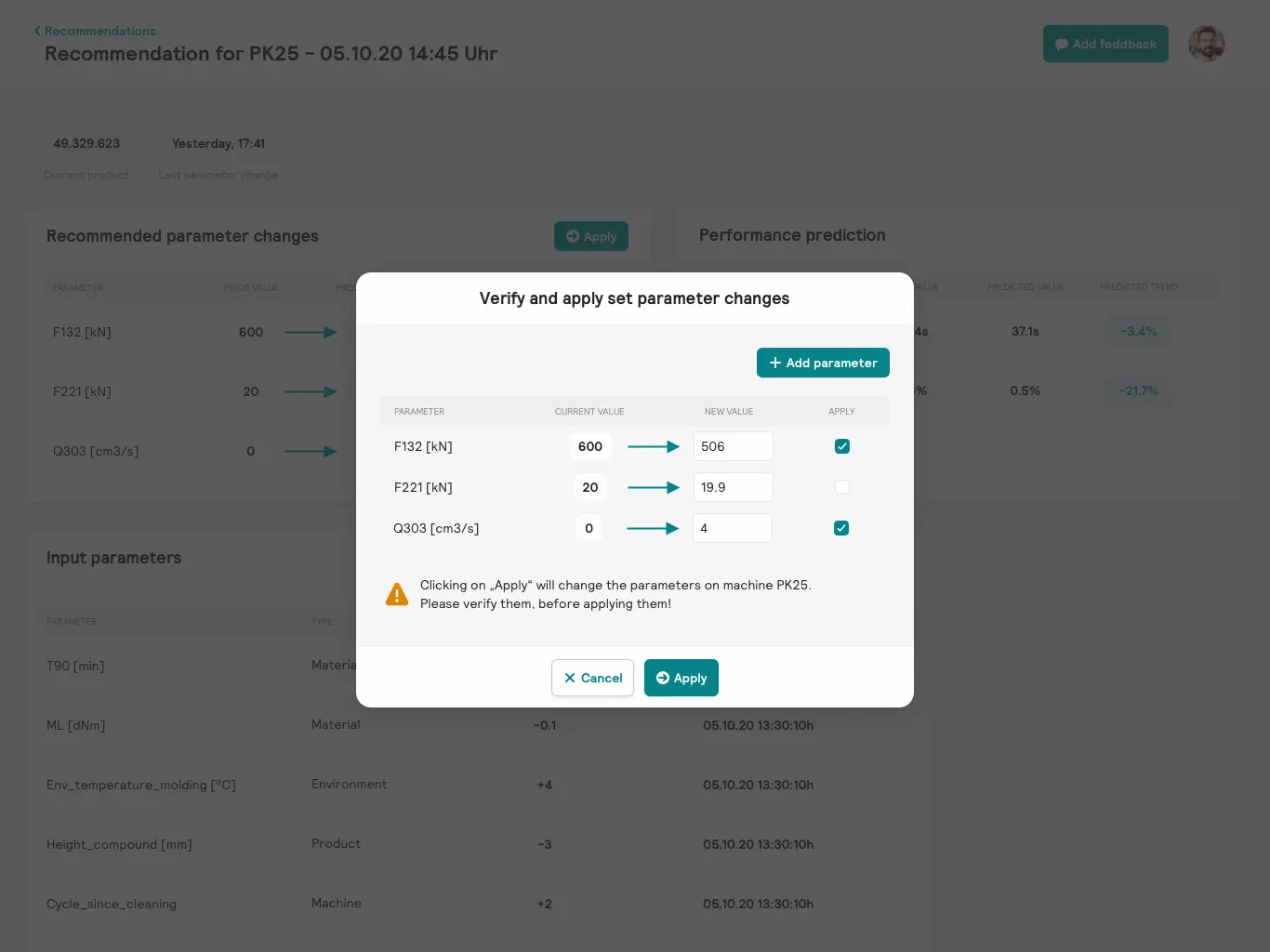
Automatic application of parameter adjustments
Automatic application of parameter adjustments
Apply parameter adjustment suggestions directly - Hopper writes the parameters directly to the machine controller.
This eliminates the need for manual adjustment by a machine operator.
- Automatic application of parameter adjustments
- Verification by user required
Interface
Security
Add ons
What our customers & partners say
Hopper at ZAHORANSKY Automation & Molds
"Hopper analyzes combined machine and material data for us over the last three months, which provides transparency that we didn't have before. The ad hoc evaluation is particularly helpful for difficult materials such as COC or COP. The AI provides specific counterproposals, which saves a tremendous amount of time and waste."
Sven Walz, injection molding process expert at ZAHORANSKY
20% shorter ramp-ups and 10-17% less waste during production start-up

Hopper at Freudenberg Sealing Technologies
"The plus10 Hopper runs with its parameter suggestions on our injection molding machines and ensures higher output. It supports our setup engineers in fine-tuning machine settings and troubleshooting specific problems to increase and stabilize efficiency across all shifts in our complex elastomer injection molding processes."
Andrea Botta, Process Engineering Manager at Freudenberg Sealing Technologies
Increased output and stabilization across all layers, as well as reduced setup times

Hopper at ZAHORANSKY Automation & Molds
"Hopper analyzes combined machine and material data for us over the last three months, which provides transparency that we didn't have before. The ad hoc evaluation is particularly helpful for difficult materials such as COC or COP. The AI provides specific counterproposals, which saves a tremendous amount of time and waste."
Sven Walz, injection molding process expert at ZAHORANSKY
20% shorter ramp-ups and 10-17% less waste during production start-up
Request a free use case evaluation now.
- Product presentation with demo
- Roadmap for problem solving
- Holistic evaluation of the approach

More products from plus10
You have questions? We have answers!
And if you have any further questions, please feel free to contact us.
The plus10 software tools provide bidirectional interfaces, either by sharing a database or by native protocols to neighboring IT systems. For example, we can share continuously calculated KPIs on performance and root causes and update your planning, actual and target figures in real time and objectively. Your production planning and control will become much more accurate with feedback from Darwin, Hopper and Shannon®.
We currently support various PLC/NC types. Find out here about the controllers we support or ask us about compatibility with your MES/ERP system.
plus10 collects the data directly from all integrated machine controllers (PLC, NC), robot controllers (RC), etc. of a production machine or from all controllers integrated in a production line. To do this, we use our plus10 DataCollector to acquire high frequency data from all PLCs, NC and/or RC involved. So far we can collect high frequency machine data with different manufacturer specific PLC protocols and we are continuously adding more controllers. Find out more about the controllers we support here or ask us about compatibility with your specific controller type.
If you already have a powerful IT infrastructure installed in your factory, we also offer the connection to your middleware.
Basically plus10 collects and processes all data of the machine control (PLC) of the production machines or the production line in high frequency. The high sampling rate (we are talking about milliseconds) is necessary to detect and assign the causes of problems and not only their consequences. In some cases the RC and NC data of e.g. handling robots are additionally required. In the standard case, no additional sensors or cameras need to be installed.
The plus10 software tools are flexible in terms of IT infrastructure. Data acquisition and pre-processing runs continuously locally, e.g. on an Industrial Edge Device or a virtual machine within the machine control network. For the next processing step, plus10 adapts to your preferred solution: We can provide a cloud environment for our software tools or they can run on a virtual machine on-premise in your existing in-plant data center. Both are possible and we have experience with both options.
Our annual license fee includes standard support and software updates to the latest version of the software service(s) ordered. So with a plus10 software license from Darwin, Hopper or Shannon®, we guarantee you the latest, most efficient and user-friendly version of our optimization software. In doing so, we service production plants worldwide in which our software tools are installed.
This depends on the type of machine controller (PLC) and the existing IT infrastructure. If connectivity to all PLCs exists and you provide the computing infrastructure (either as a local virtual machine or a dedicated server), installation and configuration can be done remotely. In this case, operator training on Shannon®, Hopper or Darwin is still performed on-site, but can be virtualized as video training, even in the case of pandemic closures or access restrictions.
All plus10 software tools are designed to cope with a high degree of complexity in multi-shift production.
Depending on your needs, you can select an appropriate plus10 tool to address your specific production problems:
- Shannon® helps you in the event of malfunctions and technical failures. and thus optimizes technical availability.
- Darwin continuously detects performance optimization potential during operation - either in interlinked and automated process chains or for at least 6 identical individual machines. These machines or production lines can also be located in different plants around the world.
- Hopper lowers your scrap rate in combination with cycle time. This means Hopper helps to reduce high scrap rates or conformity costs and thus optimizes quality.
All plus10 software tools can only be used on fully automated production machines or production/assembly lines, as automatic data input from each process step is required. The operators generally perform logistical and support tasks such as filling or removing material, as well as statistical process checks and troubleshooting in the event of problems.